.webp)

Comment éviter le stringing en impression 3D en 2026
- LV3D Officiel
- il y a 1 jour
- 5 min de lecture

Résumé : Le stringing vient d'une pression résiduelle dans la buse. Trois leviers (rétraction, température, vitesse de déplacement) suffisent à l'éliminer dans plus de 90 % des impressions FDM.
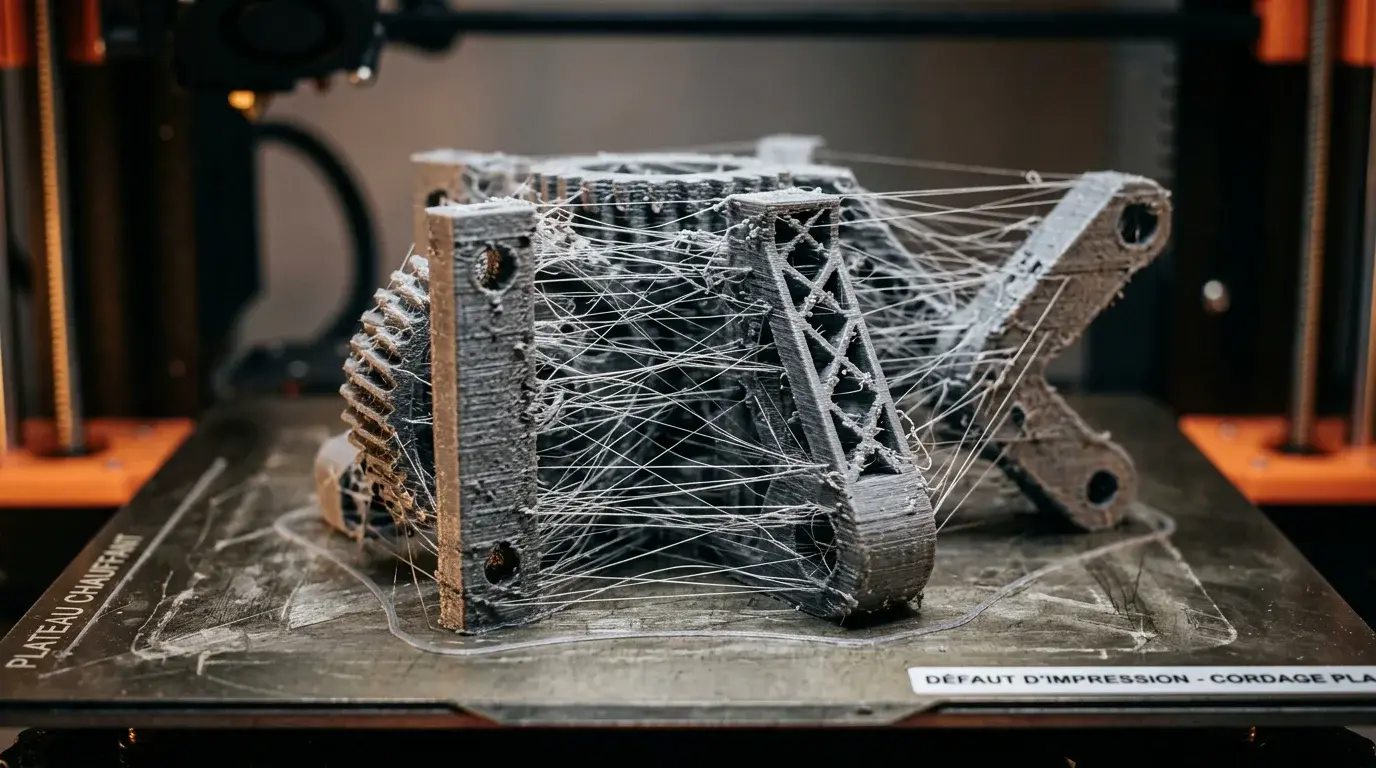
Un cordon de plastique tendu entre deux tours, une surface hérissée de minuscules fils : le stringing transforme une belle pièce en chantier à nettoyer. Ce défaut touche autant les débutants que les makers chevronnés. Dans un secteur en pleine expansion, où selon Mordor Intelligence le marché mondial de l'impression 3D progresse à un rythme annuel à deux chiffres, la qualité de finition devient un critère qui compte vraiment.
Bonne nouvelle : savoir comment éviter le stringing en impression 3D repose sur trois réglages accessibles, la rétraction, la température d'extrusion et la vitesse de déplacement. Maîtrisés ensemble, ils font disparaître l'immense majorité des cheveux d'ange. Pour comprendre l'origine du phénomène en détail, vous pouvez aussi consulter notre guide des causes et solutions du stringing. Voici la méthode pas à pas.
Le stringing, un défaut qui gâche vos finitions
Le stringing, aussi appelé cheveux d'ange ou oozing, désigne ces fins filaments de plastique fondu qui relient des zones non contiguës d'une pièce. Ils se forment quand la buse se déplace à vide alors que de la matière continue de suinter. Imaginez un pistolet à colle : même après avoir relâché la gâchette, la colle coule encore, car une pression résiduelle subsiste à l'intérieur.
Le défaut est rarement structurel : il n'affaiblit pas la pièce, mais il ruine l'esthétique et impose un post-traitement fastidieux. Or la finition est devenue un enjeu réel à mesure que la technologie se démocratise. En France, le marché de la fabrication additive est évalué entre 600 et 800 millions d'euros selon une étude Xerfi, signe que de plus en plus d'utilisateurs attendent des pièces propres dès la sortie du plateau.
Deux causes expliquent la quasi-totalité des cas : un mauvais réglage de la rétraction et une température d'impression trop élevée. Les matières chauffées fort, comme le PETG ou l'ABS, sont plus exposées que le PLA. À l'échelle mondiale, le secteur garde une dynamique forte : selon les données rapportées par Primante3D, le cabinet AM Research estimait le marché de la fabrication additive à 15,9 milliards de dollars en 2024, en hausse de 8,3 % sur un an. Dans ce contexte, maîtriser ce défaut fait partie des compétences de base.
La rétraction, votre première arme contre les fils
La rétraction consiste à faire reculer le filament de quelques millimètres juste avant un déplacement à vide. Cela fait chuter la pression dans la buse et empêche la matière de baver. C'est le paramètre le plus efficace contre le stringing, et il est généralement activé par défaut dans votre slicer. Première vérification : assurez-vous que l'option est bien cochée, surtout après l'import d'un profil.
Deux valeurs comptent : la distance de rétraction et la vitesse de rétraction. La distance idéale dépend du type d'extrudeur. En direct drive, le système d'entraînement est proche de la buse : une distance de 0,5 à 2 mm suffit. En Bowden, le long tube PTFE impose des valeurs plus élevées, souvent de 4 à 6 mm. Une distance trop grande risque toutefois de provoquer des bouchons ou une reprise difficile.
Côté vitesse, plus le retrait est rapide, moins la matière a le temps de couler. Une plage de 40 à 50 mm/s convient à la plupart des matériaux, mais une vitesse excessive peut cisailler le filament. L'objectif est de trouver l'équilibre via un test dédié : imprimez deux ou trois tours espacées et observez les fils. Pour les matières les plus capricieuses, notre guide des réglages du stringing en PETG détaille les valeurs à viser pas à pas.
Abaisser la température d'extrusion par paliers
Plus la buse est chaude, plus le plastique devient fluide, donc plus il goutte. Si vos réglages de rétraction sont optimisés mais que des fils persistent, baissez la température d'extrusion par paliers de 5 °C jusqu'à leur disparition. Attention à ne pas descendre trop bas : une matière trop visqueuse entraîne une sous-extrusion et fragilise la pièce.
Chaque matériau possède sa plage. À titre indicatif, le PLA s'imprime entre 180 et 210 °C, le PETG entre 215 et 235 °C, l'ABS entre 210 et 240 °C. La meilleure approche reste la tour de température : un modèle qui imprime chaque étage à une température différente, pour repérer d'un coup d'œil le réglage le plus net. Reportez-vous toujours aux valeurs indiquées par le fabricant sur la bobine comme point de départ.
Vitesse de déplacement et refroidissement
Quand la buse traverse le vide trop lentement, elle a le temps de suinter. Augmenter la vitesse de déplacement (travel speed), souvent entre 150 et 200 mm/s, réduit cette fenêtre où les fils se forment. Veillez à n'accélérer que les déplacements sans extrusion, pas l'impression elle-même, sous peine de dégrader la qualité.
Le refroidissement joue aussi un rôle : un bon flux d'air solidifie rapidement la matière déposée et limite le suintement. Certains slicers proposent enfin les fonctions "wipe" (essuyage) et "coast" (arrêt anticipé de l'extrusion) pour réduire le surplus en fin de cordon. Un débit mal calibré aggrave par ailleurs le phénomène : notre méthode pour régler le flow et limiter les fils complète utilement ces ajustements.
Le filament humide, la cause souvent oubliée
Vous avez tout optimisé et le stringing revient soudain sur une bobine jusque-là parfaite ? Suspectez l'humidité. Un filament humide contient de l'eau qui se vaporise dans la buse : les bulles éclatent, projettent la matière et créent des fils impossibles à éliminer par les réglages. Des claquements pendant l'impression et une surface granuleuse confirment le diagnostic.
La parade : séchez le filament avant usage, dans un déshydrateur ou un four à basse température, puis stockez-le dans une boîte hermétique avec des sachets dessiccants. Même un filament neuf peut arriver chargé en humidité, car l'emballage n'est pas toujours parfaitement étanche. Un filament sec et de qualité régulière reste votre meilleur allié, et c'est précisément ce que nous garantissons avec nos bobines PLA et PETG en stock en France, livrées rapidement.
Récapitulatif des réglages par matériau
Ce tableau résume les points de départ recommandés. Chaque machine reste unique : affinez ensuite avec un test de stringing.
Matériau | Température | Rétraction (direct drive) | Sensibilité au stringing |
PLA | 180-210 °C | 0,5-2 mm | Faible |
PETG | 215-235 °C | 1-2 mm | Élevée |
ABS | 210-240 °C | 0,5-1,5 mm | Moyenne à élevée |
TPU (flexible) | 220-240 °C | 1-2 mm, vitesse réduite | Très élevée |
Questions fréquentes
Le stringing fragilise-t-il la pièce ?
Non, il s'agit avant tout d'un défaut esthétique. Les fils n'affectent pas la résistance mécanique, mais ils imposent un nettoyage manuel et nuisent à la finition.
Peut-on supprimer totalement le stringing en PETG ?
Sur le PETG, on parle plutôt de réduction maximale que d'élimination totale, car sa viscosité élevée le rend sensible. Une bobine sèche et de qualité régulière, comme nos filaments PETG en stock en France, facilite nettement l'obtention de surfaces propres.
Quel test pour calibrer mes réglages ?
Imprimez une tour de température et un modèle à deux ou trois piliers espacés. Ils révèlent d'un coup d'œil la température et la rétraction idéales pour votre machine et votre filament.
En résumé, lutter contre le stringing tient à un trio de réglages : une rétraction bien dosée selon votre extrudeur, une température d'extrusion abaissée par paliers de 5 °C, et une vitesse de déplacement suffisante autour de 150 à 200 mm/s. Ajoutez-y un filament sec et vous éliminez les cheveux d'ange dans plus de neuf cas sur dix. Dans un marché français évalué entre 600 et 800 millions d'euros, ces gestes simples font la différence entre une pièce à retravailler et une finition professionnelle. Notre force, c'est de vous fournir des filaments fiables et constants, livrés vite depuis la France, pour que vos réglages restent stables d'une bobine à l'autre. Pour passer à la pratique, découvrez nos meilleurs réglages de slicer et obtenez des impressions nettes dès le premier essai.



Commentaires